Hönnun gírmóts, sérstaklega fyrir plastgír, er mjög frábrugðin hefðbundnum mygluhönnun. Lykilbreytur eins og tönnþykkt (lengd boga milli tveggja hliðar gírtönn), mát (breytu mæling gírstærðar) og þrýstingshorns (bráð horn milli kraftstefnu og hreyfingarstefnu, að undanskildum núningi) þurfa aðlögun byggða á reynslunni.
Ólíkt öðrum ferlum er ekki hægt að vinna með gírmót beint út frá rýrnun. Faglegir gír- og gírkassa framleiðendur, sem nýta langtíma reynslu og samvinnu við tölvuhugbúnaðarfyrirtæki, hafa þróað sérhæfðan hugbúnað til að reikna breytur Gear Mold Cavity. Þessi hugbúnaður getur beint búið til gírstærðir og snið, aðstoðað við breytingu á gír og aukið nákvæmni tanna. Við skulum kafa í flækjum við hönnun úr plastbúnaði.
Hola hönnun fyrir plastbúnaðar mót
Að hanna holrýmið fyrir plastbúnaðarmót hefur alltaf verið tæknileg áskorun í mygluiðnaðinum, fyrst og fremst af tveimur ástæðum:
1. Nákvæmni í rýrnunarhlutfalli plasts:
Meðan á mótunarferli plast gíra er, umbreytast plastkorn í bráðið ástand undir miklum hita og kólna síðan niður til að mynda solid plast gíra. Rýrnunarhraði plasts meðan á þessu ferli stendur er sviðsgildi, sem gerir það erfitt að ákvarða nákvæma rýrnun.
2.. Ólínuleg rýrnunarútreikningur fyrir mygluhol:
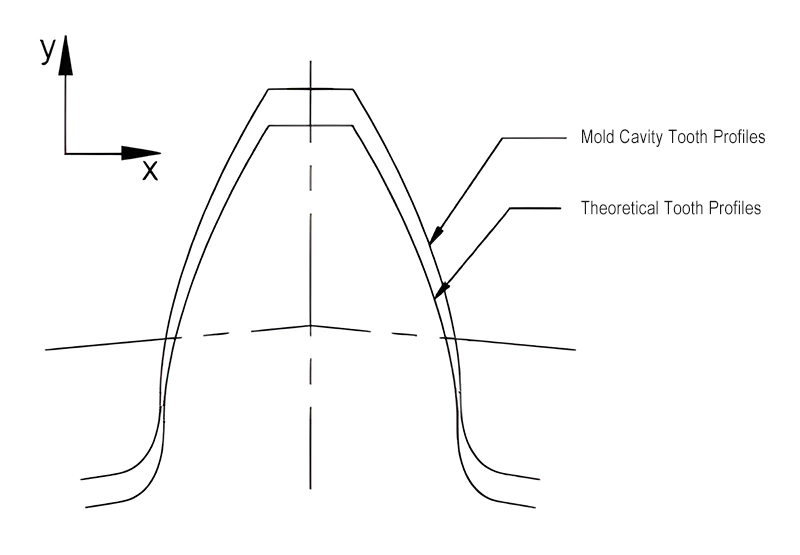
Fyrir óbeinar litlar einingarplastbúnaðar mótar mygluholið í raun ímyndaðan gír. Þessi ímyndaða gír er frábrugðinn bæði færðum gírum og innri gírum. Eftir rýrnun verður það æskilegt plastbúnað. Rýrnunin á óbeinu tannsniðinu í þessum ímyndaða gír er ekki eins og samsætu rýrnun sem sést í almennum plasthlutum. Á gírplaninu er rýrnunin í X og Y áttum ójöfn, sem leiðir til ólínulegrar rýrnun, eins og sýnt er á mynd 1. Þessi ólínuleiki eykur verulega flækjuna við að hanna óspennta plast gírmótarhola.
Rétta leiðin til að hanna gírmótarhol
Að horfast í augu við þessar tæknilegu áskoranir, með því að nota samsætu rýrnunaraðferðina til að hanna mygluhol, skilar oft undiroptimallegum árangri. Byggt á margra ára hagnýtri reynslu og nákvæmu mati á rýrnunartíðni úr plasti, mælum við með að nota breytilega mátaðferðina til fræðilegrar hönnunar á gírmótarholum, fylgt eftir með leiðréttingu tannsniðs til að tryggja nákvæmni og skynsemi moldholsins.
Breytilegu mátaðferðin gerir ráð fyrir að á ýmsum vinnslustigum sé þvermál grunnhringsins, þvermál kastahringsins, þvermál hringsins, og þvermál hringrásar í gír eru áfram í samræmi, stækkar upp eða niður hlutfallslega, svipað og geislamyndunarbreytingar í einföldum ermalíkum hlutum. Fyrir kastahring gír, eins og ákvarðað er af formúlunni D=Mz, er hann aðeins háð einingunni M og fjölda tanna z.
Þar sem fjöldi tanna á tilteknum gír er stöðugur getum við íhugað breytingu á þvermál kastahringsins við vinnslu sem breytingu á einingunni. Þessi meginregla felur í sér að rýmið sem samanstendur af plastbúnaðarholinu er ímyndaður gír með stöðugum fjölda tanna og þrýstingshorns, með grópunum sem mynda tannholið.
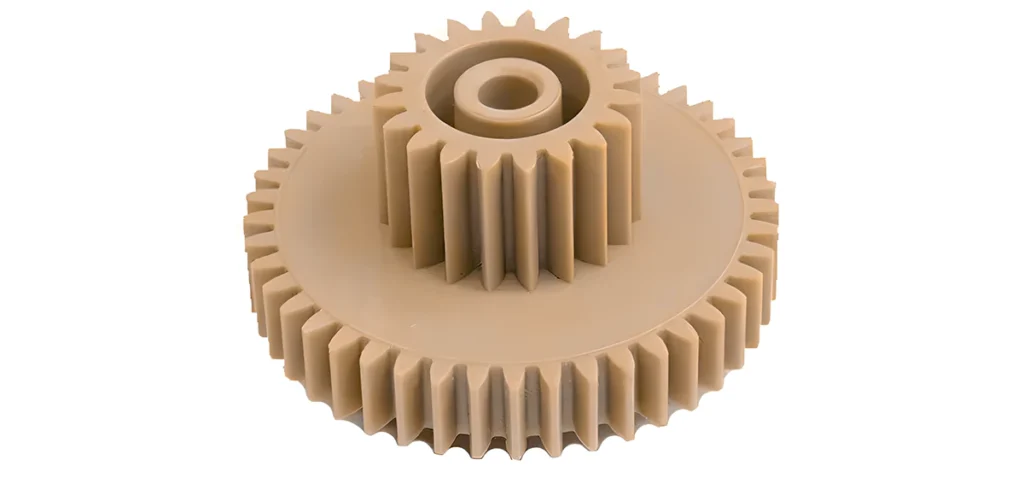
Við getum reiknað eininguna í þessum ímyndaða gír með hlutfallslegri aðferð. Formúlan fyrir þennan útreikning er m '= (1 + η%) m. Í þessari formúlu táknar M 'eining moldarholsins, M er fræðileg eining hönnuðar gírsins og η% er rýrnunarhraði plastsins. Með því að skipta um eininguna M 'í samsvarandi gírútreikningsformúlu táknar gírinn sem myndast ímyndaða gír moldholsins. Að æfa hefur sýnt að aðferðin breytu mát tekur á áhrifaríkan hátt áskorun um ólínulega rýrnun í óbeinum tannsniðum, eins og sýnt er af moldholafurðinni sem sýnd er á mynd 2.
Hliðarhönnun fyrir plastbúnaðar mót
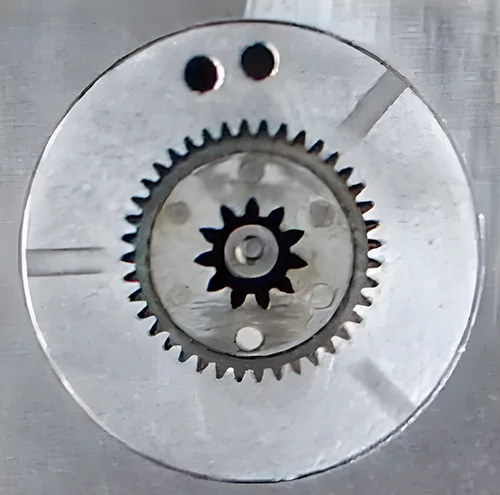
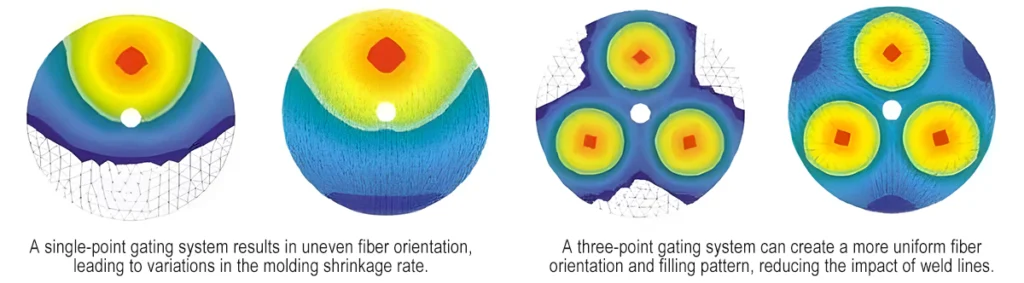
Í því ferli að móta plastgír hefur staðsetning hliðsins verulega áhrif á nákvæmni gíra, sérstaklega geislamyndunar þeirra. Dreifingarform hliðsins hefur einnig afgerandi áhrif á heildar vélrænni eiginleika plastgíranna. Þegar þú hannar hlið fyrir plastbúnaðar mót, ef gírafurðin leyfir, er mælt með því að nota þriggja stiga hliðarkerfi. Helst ættu þessi þrjú stig að vera staðsett á sömu hringboganum og dreift jafnt, eins og sýnt er á mynd 3.
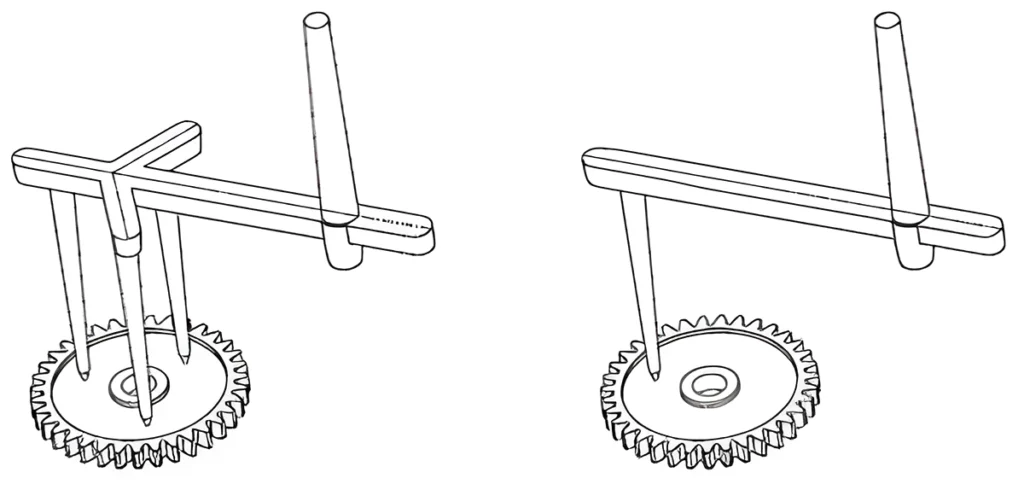
Með því að nota þriggja stiga jafnvægi á hliðarkerfi rennur plastbræðslan geislamyndun frá hliðunum og streymir saman við rennslislíðirnar til að mynda þrjár suðulínur. Við þessar suðulínur hefur stefna trefja tilhneigingu til að vera samsíða rennslinu. Í gírum hefur þetta í för með sér að trefjum dreifist geislamyndun við suðulínurnar en dreift er af handahófi í öðrum hlutum gírsins. Þetta skapar svæði með litla rýrnun meðfram suðu línunum. Mismunurinn á trefjarstefnu milli suðu línanna og afgangsins af gírnum er minna áberandi en í gír með einu hliðinu, sem leiðir til meiri nákvæmni gírs. Á mynd 4 má sjá skýringarsamanburð á trefjarstefnu og fyllingarmynstri þegar þú notar eitt sérvitring hlið á móti þriggja stiga jafnt dreifðu hliðinu.
Loftræstingarhönnun fyrir plastbúnaðar mót
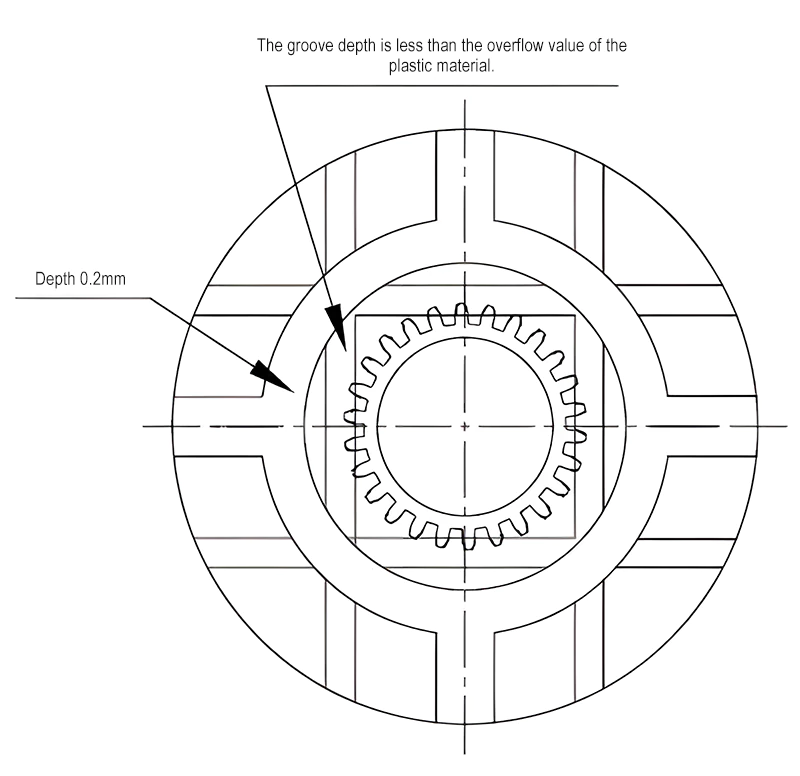
Loftræsting er lykilatriði sem þarf að hafa í huga við hönnun plastmóts. Fyrir plastbúnaðar mót er hönnun loftræstingar á tannflötunum sérstaklega mikilvæg. Við vékum flest yfirborð gírmóts með mala vél. Þetta ferli tryggir góðan yfirborðs-til-yfirborðs passa. Hins vegar hefur það tilhneigingu til að leiða til ófullnægjandi fyllingar á síðustu svæðum meðan á innspýtingu stendur. Til að útrýma föstum lofti er nauðsynlegt að búa til loftræstingu á tönnflötunum. Almennt er hönnun þessara loftræstingargrópa á tönnflötunum eins og sýnt er á mynd 5.
Uppbygging hönnun plastbúnaðar
Í ljósi þess að mótun plastbúnaðar notar oft punkthlið, notar moldbyggingin oft þriggja plata hönnun. Mynd 6 sýnir hönnunarmynd af gírmót og mynd 7 sýnir raunverulegan gírmót. Vinnureglan í gírmótinu er eftirfarandi:
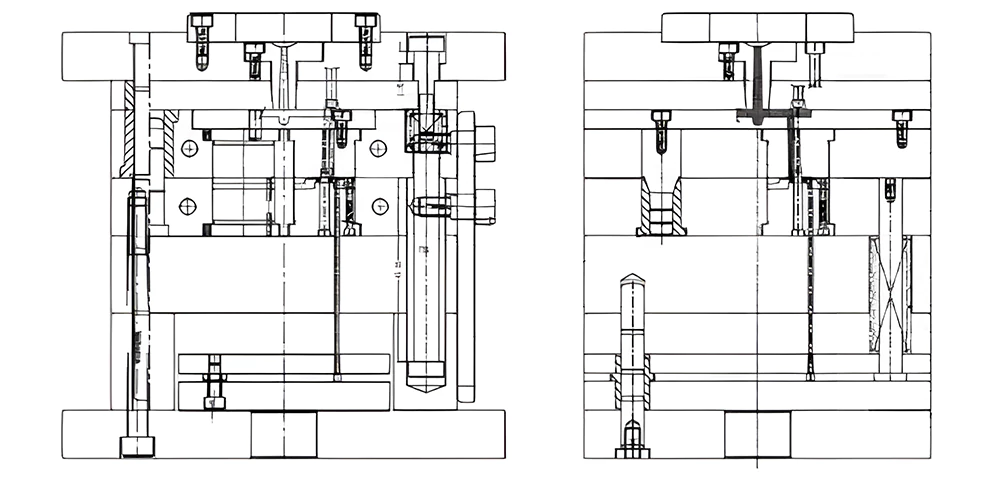
Eftir að hafa lokið innspýtingarmótunaraðgerðum byrjar hreyfanlegur hluti moldsins að opna undir drifinu á sprautu mótunarvélinni:
- Fyrsta stig skilnaðar: Vegna verkunar vorsins 1 byrjar strippplötan að skilja frá plötunni A. Aðgerðin um sprue pinna festir aðalrásina á strippplötunni og veldur því að hliðið brotnar frá vörunni.
- Annað stigSkilnað: Eftir að moldin opnast 95mm, undir verkun bindisbarasamstæðunnar, byrjar strippplata að aðgreina frá andlitsplötunni og losa aðalrásina úr sprue runnum.
- Þriðja stigSkilnað: Þegar moldin heldur áfram að opna, undir verkun bindisbarasamstæðunnar, byrjar plata A að skilja frá plötunni B. Eftir að hafa opnað í 90mm, byrjar hylkisplata að hreyfa sig og kasta vörunni út. Meðan á þessu ferli stendur eru leiðbeiningar innleggs á haustuplötunni notaðar til að auka jafnvægið í útkast. Útrásarplötan endurstillir undir aðgerð vorsins 2. Þetta lýkur allri opnun moldsins og útkast.
Framleiðsla á plastbúnaðarmótum
Í því ferli að móta plastgír er gírmótið lykilbúnaðurinn til að móta plastgírinn og tryggja nákvæmni þeirra. Skipta má plastbúnaðarmótinu í tvo meginhluta: gírholið og myglugrindina. Gírholið, einnig þekkt sem gírhringurinn, er mikilvægasti og nákvæmni-eftirsóttur hluti alls gírmótframleiðsluferlisins.
1. Vinnsla gírhols
Vinnsla gírholsins er lykilatriði í framleiðslu á plastbúnaðarmótum. Mótun plast gíra er form af „eftirmynd“ vinnslu. Í þessu ferli er tönn snið holrýmisins afmyndað sniðmát af gírtönn lögun. Þess vegna er bráðnauðsynlegt að stjórna stranglega víddar nákvæmni og ójöfnur á yfirborði hola. Það er bráðnauðsynlegt að forðast galla eins og burrs, sérvitring og rispur á yfirborði. Þess vegna verður að koma á ströngu vinnsluferli í gírholum til að tryggja nákvæmni framleiðslu holunnar.
Það eru aðallega fjórar aðferðir til að vinna gírholið: vírskurð, rafmagns losunarvinnsla (EDM), rafformun og Beryllium kopar ál. Hver þessara aðferða hefur sína kosti og galla við vinnslubúnaðarholum. Framleiðendur nota oft vírskurð fyrir óspennandi sívalur gíra og kjósa almennt EDM fyrir helical gíra. Að auki geta þeir vélar rafskaut sem notaðar eru fyrir EDM af gírholum með því að nota vírskurð. Fyrir helical gír rafskaut með litlu helixhorni (minna en eða jafnt og 6 gráðu) er vírskurður enn við.
2. Vinnsla mygla ramma
Mótaramminn, einnig þekktur sem myglabasinn, er hjálparefni sem er hluti af gírmótinu. Ferlið við vinnslu moldargrindarinnar er svipað og í algengum plastsprautu mótum. Þess vegna mun þessi grein ekki útfæra hana. Mynd 8 sýnir raunverulega mynd af vinnslu gírmótsins.